En febrero de 2015, Prater Industries realizó una importante inversión de tiempo y dinero para probar nuestras válvulas de esclusa rotativa en las instalaciones de pruebas remotas de Fike® de acuerdo con las directrices de la NFPA-69. El cumplimiento certificado de la NFPA-69 ha sido la principal preocupación de los clientes que necesitan adquirir dispositivos de aislamiento de llama para sus propios requisitos de cumplimiento de la NFPA.
¿Por qué es importante cumplir la norma NFPA-69?
Ciertos productos, como el azúcar, procesados en muchas condiciones son increíblemente inflamables y corren mayor riesgo de crear explosiones de polvo. El aumento de los incendios y explosiones de polvo en las fábricas en los últimos años ha provocado víctimas mortales y heridos. En un esfuerzo por garantizar la seguridad de sus trabajadores y equipos, los propietarios y directores de fábricas buscan cada vez más equipos de aislamiento de llamas para limitar los daños que causaría un incidente de este tipo.
¿Cómo se certificaron las válvulas de esclusa giratorias Prater?
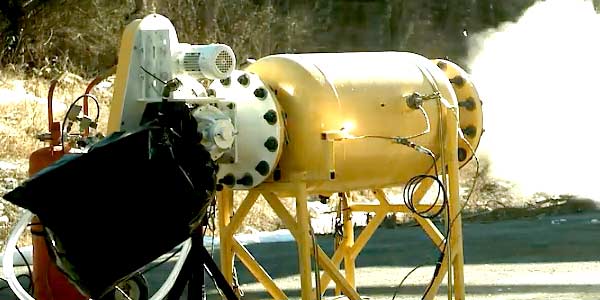
Vídeo de pruebas Prater NFPA-69
En febrero de 2015, las válvulas de esclusa giratorias Prater se probaron en las instalaciones de pruebas remotas de Fike® de acuerdo con las directrices de NFPA-69.
Anteriormente, Prater, al igual que muchos fabricantes de válvulas rotativas del mercado, cumplían en teoría las siguientes normas NFPA-69. La norma NFPA-69 exige que la holgura de diseño de la válvula rotativa sea inferior o igual a 0,0079" (,2 mm) para considerarla un dispositivo de aislamiento de extinción de llamas (holgura estrecha) para polvos no metálicos. Siempre que nuestras separaciones sean lo suficientemente grandes para evitar el roce pero inferiores a 0,0079", la válvula cumplirá los requisitos de la norma NFPA-69 como dispositivo de aislamiento. Para las válvulas que requieren separaciones superiores a .0079" y/o polvos metálicos de proceso, se pueden considerar dispositivos de aislamiento de bloqueo de material siempre y cuando:
- 12. 2.3.4.2 y 12.2.3.4.3 - Estos requisitos están relacionados con el mantenimiento de un nivel de producto por encima de la válvula y son independientes del diseño de la válvula.
- 12.2.3.2 (1) - Requisitos de templado a la llama (polvos no metálicos) o (2) bloqueo del material (para todos los polvos).
Criterios de diseño NFPA-69
Los criterios de NFPA 69 12.2.3.2 Criterios de diseño de válvulas rotativas edición 2008 (página 69-23) se cumplen como sigue:
- 12.2.3.3.1 - El cuerpo de la válvula y el rotor tienen resistencia suficiente para soportar unapresión previa (determinada por el cliente) de 15 psig.
- 12.2.3.3.2 - La base de diseño es responsabilidad del diseñador del sistema de aislamiento contra explosiones e independiente del diseño de la válvula.
- 12.2.3.3.4 - Las válvulas tienen al menos seis paletas en el rotor, diametralmente opuestas.
- 12.2.3.3.5 - Las válvulas tienen al menos dos álabes a cada lado de la carcasa de la válvula en una posición de holgura máxima en todo momento.
- 12.2.3.3.6 - Válvulas con cuerpo y álabes metálicos
- 12.2.3.3.7 - Los rodamientos están montados en el exterior
- 12.2.3.3.8 - Las válvulas pueden enclavarse cortando la alimentación al accionamiento. El mecanismo de enclavamiento lo determina el diseñador del sistema y es independiente del diseño de la válvula.
- 12.2.3.3.9 - El especificador del sistema debe determinar si la autoridad competente exige pruebas de funcionamiento.
- 12.2.3.4 - Válvula rotativa con bloqueo de material
- 12.2.3.4.1 - Las válvulas pueden tener una holgura de diseño superior a 0,0079" si es necesario.
- 12.2.3.4.2 - El diseñador del sistema proporciona y bloquea un interruptor de control de nivel que es independiente del diseño de la válvula.
- 12.2.3.4.3 - El nivel mínimo mantenido por encima de la brida de 1 pie o del diámetro de entrada de la válvula, el que sea mayor, lo determina el diseñador del sistema y es independiente del diseño de la válvula.
- 12.2.3.5 - Válvulas rotativas de paso estrecho
- 12.2.3.5.1 - La válvula está diseñada con un espacio entre el álabe y el cuerpo de la válvula inferior a 0,0079".
- 12.2.3.5.2 - La holgura entre el álabe y el cuerpo de la válvula es lo suficientemente pequeña como para impedir el paso de la llama entre el rotor y la carcasa.
- 12.2.3.5.3 - Las holguras reales se miden después del montaje para garantizar que se proporciona la holgura correcta. El seguimiento y un programa de mantenimiento predictivo para tratar el desgaste son responsabilidad del usuario final.
Las válvulas de esclusa giratorias Prater fueron certificadas por Fike® para cumplir las normas NFPA-69 basándose en el artículo final de los criterios NFPA-69, a saber:
Conclusión de las pruebas NFPA-69
Fike® concluyó que las válvulas de esclusa rotativa Prater "eran estructuralmente sólidas, sin mostrar deformación plástica visualmente observable en ninguna prueba." Además, las válvulas esclusas rotativas "aislaron con éxito la región de protección de la propagación de la llama." Este resumen proporcionado por Fike®, convierte a Prater en el primero del mercado en recibir esta validación de terceros y en el único fabricante de válvulas de esclusa rotativa de Norteamérica en llevar su conformidad teórica al nivel de conformidad práctica total con la norma NFPA-69.
 Además, se comprobó que las válvulas de esclusa giratorias Prater eran estructuralmente sólidas a presiones de hasta la máxima presión de deflagración probada de 2,32 barg (33,7 psig), sin mostrar deformación plástica visualmente observable en ninguna prueba. Para cumplir la norma NFPA-69, los equipos sólo deben someterse a prueba hasta 1 barg (14,5 psig).
Además, se comprobó que las válvulas de esclusa giratorias Prater eran estructuralmente sólidas a presiones de hasta la máxima presión de deflagración probada de 2,32 barg (33,7 psig), sin mostrar deformación plástica visualmente observable en ninguna prueba. Para cumplir la norma NFPA-69, los equipos sólo deben someterse a prueba hasta 1 barg (14,5 psig).
Fergus Keane, Vicepresidente de Ventas, y Brent McIntosh, Director Nacional de Cuentas de Prater Industries, viajaron a las instalaciones de Fike® para presenciar las pruebas. El Sr. Keane declaró: "Los resultados de las pruebas significan que nuestros clientes pueden estar seguros de que las válvulas de esclusa giratorias Prater son las esclusas más seguras y resistentes a las explosiones de su planta. En última instancia, de lo que se trata es de mantener la seguridad de los trabajadores y reducir el tiempo de inactividad".
Las válvulas de esclusa rotativas se utilizan habitualmente en aplicaciones industriales y agrícolas como componente de sistemas de manipulación de materiales a granel. Los alimentadores rotativos se utilizan principalmente para la descarga de material sólido a granel desde tolvas a un sistema de transporte neumático o a presión.
Acerca de Prater
Prater tiene su sede en Bolingbrook, Illinois, y es líder del sector de equipos de manipulación de materiales. Su oferta de productos incluye válvulas rotativas de esclusa, trituradoras finas, molinos clasificadores por aire, desterronadores, tamizadoras, clasificadores por aire, molinos de martillos y compactadores, así como servicios de procesamiento de peaje.
Más información sobre las esclusas rotativas Prater
LOS RESULTADOS COMPLETOS DE LAS PRUEBAS ESTÁN DISPONIBLES BAJO PETICIÓN
info@praterindustries.com
1-877-AIRLOCK
